
The cutting edges of milling cutters are subjected to impact loads during each cutting operation. In order to achieve successful milling, it is necessary to consider the correct contact between the cutting edges and the material during both entry and exit of the cutter. In the milling process, the workpiece is fed in the same or opposite direction as the rotation of the milling cutter, which affects the methods of entry, exit, and whether conventional milling or climb milling is employed.
The golden rule of milling - from thick to thin
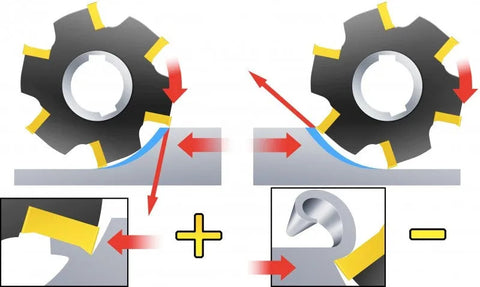
When milling, it is crucial to consider the formation of chips. The determining factor for chip formation is the position of the milling cutter. It is important to strive for the formation of thick chips during the entry of the cutting edges and thin chips during the exit of the cutting edges to ensure a stable milling process.
Remember the golden rule of milling: "from thick to thin," to ensure that the thickness of the chips is minimized during the cutting edges' exit.
Conventional milling
In conventional milling, the cutting tool is fed in the direction of the rotation. Conventional milling is always the preferred method, as long as the machine, fixture, and workpiece allow it.
In edge conventional milling, the thickness of the chip gradually decreases from the beginning of the cutting until it reaches zero at the end of the cutting process. This helps prevent the cutting edge from scratching or rubbing against the surface of the part before it participates in the cutting.
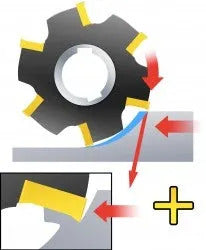

Large chip thickness can be advantageous as the cutting forces tend to pull the workpiece into the milling cutter, keeping the cutting edges engaged in the cutting process. However, because the milling cutter is prone to being pulled into the workpiece, the machine tool needs to handle the table feed backlash to prevent undesirable increases in feed that could lead to excessive chip thickness and potential cutting edge breakage. In such cases, climb milling may be considered.
Climb milling
In climb milling, the feed direction of the cutting tool is opposite to its rotation direction.
The chip thickness starts from zero and gradually increases until the cutting process ends. The cutting edges are forcefully engaged, resulting in friction, high temperatures, and frequent contact with the work-hardened surface caused by the preceding cutting edges, which can lead to scratching or polishing effects. All these factors can shorten the tool life.
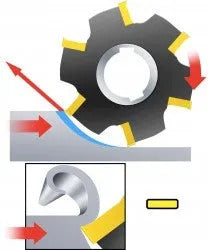

When thick chips and higher temperatures are generated during cutting, it can result in high tensile stresses that shorten the tool life. The cutting edges are often rapidly worn down as a result. It can also lead to chip adhesion or welding onto the cutting edge, which may then be carried onto the starting position of the next cut, or cause instantaneous chipping of the cutting edge.
The cutting forces tend to push the milling cutter away from the workpiece, while the radial forces tend to lift the workpiece off the table.
Climb milling may be advantageous when there are significant variations in stock allowance. It is also recommended to use climb milling when machining high-temperature alloys with ceramic inserts because ceramics are sensitive to the impact generated when entering the workpiece.